-
+86 13720060320
-
lanna@haitangs.com
Weld-On Hinge Selection Guide: Load, Welding & Failure
An access door on heavy industrial equipment rarely fails all at once. It starts with a sag on the latch side, a gasket that no longer compresses evenly, and a handle that needs more force each month. In most cases the hinge body is not the real problem — the connection between the hinge, the door, and the frame is. This guide focuses on why bolted connections fail under load and vibration, how to size and weld a weld-on hinge correctly, and what to send a supplier before requesting a quote.
Why Bolted Hinges Fail on Heavy or High-Vibration Doors
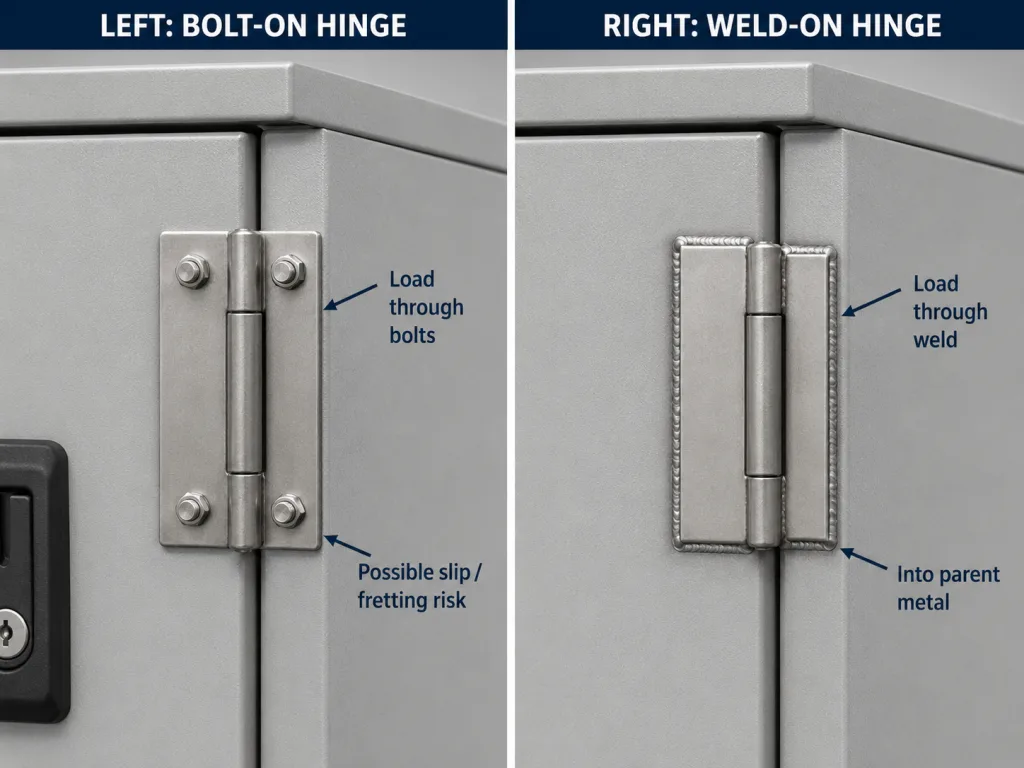
A bolted hinge relies on clamping force to stay fixed. On heavy doors exposed to vibration, impact, thermal cycling, or frequent access, that clamping force degrades — and once the joint starts to move, damage accelerates. A weld-on hinge removes the bolted joint from the main load path by transferring load through the weld into the parent metal, which is why it is specified where the connection must stay aligned over a long service life.
- Loss of bolt preload: repeated movement and vibration reduce clamp force until the joint can shift.
- Fretting corrosion: micro-motion between the hinge leaf and mounting surface wears and oxidizes the contact area.
- Hole elongation: the bolt hole becomes oval under repeated shear or prying loads, so the door drops.
- Door sag and gasket failure: once the hinge line shifts, the seal no longer compresses evenly and environmental protection is lost.
- Fastener corrosion or seizure: moisture and dissimilar metals damage threads, making re-tightening a temporary fix at best.
The common factor is not only door weight — it is the combination of load, movement, environment, and the cost of repeated field repair. Where field replacement and adjustment matter more than a permanent joint, bolt-on heavy-duty hinges remain the better choice; a weld-on hinge is for the cases above, where the joint must never loosen.
Sizing a Weld-On Hinge: Load and Center of Gravity
A hinge chosen by pin diameter alone can still fail if the load direction and moment are wrong. Sizing starts with the real door system, not the catalog appearance. Define these parameters before selecting:
| Parameter | What to determine | Why it matters |
|---|---|---|
| Total door weight | Installed mass including insulation, gasket, handles, accessories | Determines radial load per hinge |
| Door size & offset | Width, height, thickness, offset from hinge axis | Affects bending moment and hinge quantity |
| Center of gravity | Distance from hinge axis to load center | Determines the moment demand on each hinge |
| Operating frequency | Cycles per day and target service life | Decides plain bore vs bushing vs bearing |
| Environment | Moisture, chlorides, chemicals, dust, UV, temperature | Drives material grade and finish |
Wide doors with an offset center of gravity put asymmetric stress on the hinge line, so a 1.5× safety factor on the calculated load is common engineering practice. If the door must be removed periodically for service, a removable-pin or lift-off structure may suit the workflow better — review whether lift-off hinges fit the access requirement, and concealed hinges where exterior appearance or anti-tampering matters.
Material and Weld Compatibility
A strong hinge body does not guarantee a reliable assembly. The hinge material, base metal, and filler metal must be compatible, or the weld becomes the first point of corrosion or cracking. Avoid vague descriptions such as “stainless steel” without a grade — for washdown, chemical, coastal, or marine exposure, the exact grade and post-weld finish decide whether the joint survives.
| Door / frame material | Recommended hinge material | Filler / welding note |
|---|---|---|
| Mild steel | Mild steel hinge | ER70S-6 or equivalent commonly used |
| 304 stainless | 304 stainless hinge | 308L filler commonly used |
| 316L stainless | 316L / CF3M stainless hinge | 316L filler for chloride or washdown exposure |
| Aluminum | Weldable aluminum hinge | 5356 or 4043 filler depending on alloy |
| Mixed materials | Engineering review required | Dissimilar-metal corrosion and cracking risk |
MIG (GMAW), TIG (GTAW), and stick (SMAW) are all suitable depending on base-metal thickness and grade. When welding stainless hinges, the weld area may need cleaning and passivation to restore corrosion resistance; on mild steel, post-weld coating, zinc-rich primer, or galvanizing protects the bead. Where corrosion documentation matters, ASTM B117 salt-spray data and ISO 9001 batch records should be requested with the parts, not assumed.
Installation Mistakes and Inspection
Most weld-on hinge failures trace back to a small number of avoidable errors at installation:
- Welding without distortion control: a long continuous weld adds heat distortion; if the hinge axis shifts, the pin binds. Use fixturing, a tack sequence, and alignment checks before final welding.
- Fixed pin when removal is needed: a welded fixed-pin hinge becomes a maintenance obstacle if the door must come off — define removability first.
- Plain bore on high-cycle doors: acceptable for low-cycle access, but high-cycle equipment needs a bushing or bearing.
- Ignoring post-weld finish: an unfinished bead in a wet environment becomes a rust and crevice point — specify grinding, passivation, coating, or seal-weld where needed.
- Welding to thin sheet without reinforcement: thin gauge distorts or burns through; add a backing plate or reinforcement pad.
A welded hinge has no bolts to re-tighten, but it still needs periodic inspection: check the weld toe for cracks, undercut, or coating damage; check pin and bushing wear for radial play, sag, or rough motion; and check the seal area on IP-rated or washdown enclosures for moisture paths. For fatigue-critical equipment, dye-penetrant inspection can be added to a planned maintenance program.
Weld-On Hinge RFQ Checklist
To avoid generic catalog suggestions, send a complete RFQ package. A qualified supplier should return hinge material data, a rated load, and a recommended weld detail — not just a part number and price.
- Door & load: height, width, thickness, total weight, center of gravity, number of hinges, opening angle, swing direction.
- Material & environment: door and frame material/thickness, indoor/outdoor/coastal/washdown/chemical/marine, coating or stainless grade, temperature range, vibration exposure.
- Welding & install: welding method, filler preference if specified, weld-all-around vs stitch, grinding/passivation/seal-weld, thin-sheet reinforcement.
- Hinge requirements: fixed/removable pin or lift-off, plain bore/bushing/bearing, load rating, cycle-life target, corrosion resistance.
- Compliance: state any FDA, ATEX, IP rating, marine, RoHS, or REACH documentation up front — not every model carries the same test report.
A weld-on hinge is the right choice when the connection must stay stable under heavy load, vibration, corrosion, or frequent service — especially where bolted hinges have already shown loosening, hole elongation, or door sag. It is not a universal fix: if the door is removed often or the base metal is too thin to weld safely, another style may be better. Browse the available models in our weld-on hinges range, or send your door dimensions, material, total weight, environment, weld process, and cycle requirements and our engineering team can review hinge type, load range, material compatibility, and weld detail for your application.