-
+86 13720060320
-
lanna@haitangs.com
Guide de sélection des charnières à souder : Charge, soudage et défaillance
Une porte d'accès sur un équipement industriel lourd tombe rarement en panne du jour au lendemain. Cela commence par un affaissement du côté du loquet, un joint qui ne se comprime plus uniformément et une poignée qui nécessite chaque mois un peu plus de force pour être actionnée. Dans la plupart des cas, le corps de la charnière n’est pas le véritable problème : c’est la liaison entre la charnière, la porte et le cadre qui pose problème. Ce guide explique pourquoi les assemblages boulonnés cèdent sous l’effet des charges et des vibrations, comment dimensionner et souder correctement une charnière à souder, et quelles informations fournir à un fournisseur avant de demander un devis. Pour savoir comment cela s’inscrit dans le choix plus large des différents types de charnières, consultez notre Guide de sélection des charnières industrielles.
Pourquoi les charnières boulonnées échouent-elles sur les portes lourdes ou soumises à de fortes vibrations ?
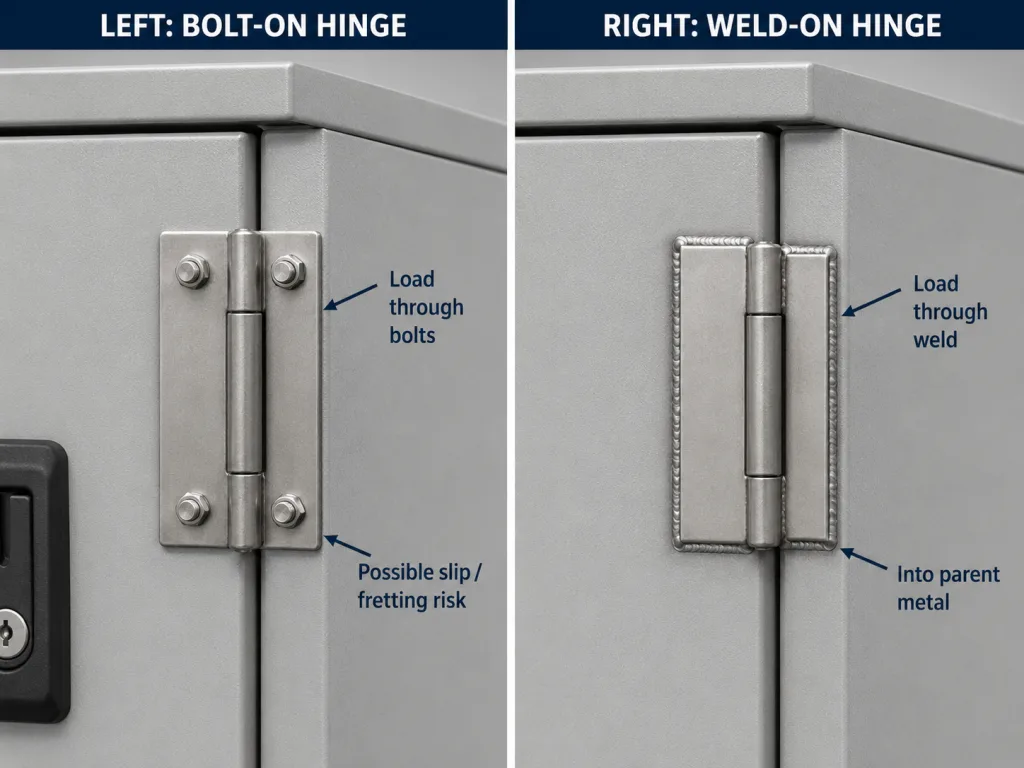
Une charnière boulonnée s'appuie sur la force de serrage pour rester fixe. Sur les portes lourdes exposées aux vibrations, aux chocs, aux cycles thermiques ou à des accès fréquents, cette force de serrage se dégrade - et une fois que le joint commence à bouger, les dommages s'accélèrent. Une charnière à souder élimine le joint boulonné du chemin de charge principal en transférant la charge à travers la soudure dans le métal de base, c'est pourquoi elle est spécifiée lorsque la connexion doit rester alignée pendant une longue durée de vie.
- Perte de précharge du boulon : les mouvements répétés et les vibrations réduisent la force de serrage jusqu'à ce que l'articulation puisse se déplacer.
- Corrosion de contact : le micro-mouvement entre la feuille de charnière et la surface de montage use et oxyde la zone de contact.
- Allongement du trou : le trou du boulon devient ovale sous l'effet de charges répétées de cisaillement ou d'arrachement, de sorte que la porte s'abaisse.
- Affaissement de la porte et défaillance du joint : lorsque la ligne de charnière se déplace, le joint ne se comprime plus uniformément et la protection de l'environnement est perdue.
- Corrosion ou grippage des fixations : l'humidité et les métaux dissemblables endommagent les filetages, ce qui fait du resserrage une solution temporaire dans le meilleur des cas.
Le facteur commun n'est pas seulement le poids de la porte - c'est la combinaison de la charge, du mouvement, de l'environnement et du coût des réparations répétées sur le terrain. Là où le remplacement et l'ajustement sur le terrain sont plus importants qu'un joint permanent, charnières robustes à boulonner reste le meilleur choix ; une charnière à souder est destinée aux cas ci-dessus, où l'articulation ne doit jamais se desserrer.
Dimensionnement d'une charnière à souder : Charge et centre de gravité
Une charnière choisie en fonction du seul diamètre de l'axe peut toujours échouer si la direction et le moment de la charge sont erronés. Le dimensionnement commence par le système de porte réel, et non par l'apparence du catalogue. Définissez ces paramètres avant de faire votre choix :
| Paramètres | Ce qu'il faut déterminer | Pourquoi c'est important |
|---|---|---|
| Poids total de la porte | Masse installée comprenant l'isolation, le joint, les poignées, les accessoires | Détermine la charge radiale par charnière |
| Taille et décalage de la porte | Largeur, hauteur, épaisseur, décalage par rapport à l'axe de la charnière | Affecte le moment de flexion et la quantité de charnière |
| Centre de gravité | Distance entre l'axe de la charnière et le centre de la charge | Détermine le moment demandé à chaque charnière |
| Fréquence de fonctionnement | Cycles par jour et durée de vie cible | Décide de l'alésage lisse, de la douille ou du roulement |
| Environnement | Humidité, chlorures, produits chimiques, poussière, UV, température | Entraîne la qualité et la finition du matériau |
Les portes larges dont le centre de gravité est décalé exercent une contrainte asymétrique sur la ligne de charnière, de sorte qu'un facteur de sécurité de 1,5× sur la charge calculée est une pratique d'ingénierie courante. Si la porte doit être enlevée périodiquement pour l'entretien, une structure à goupilles amovibles ou à ouverture par levage peut mieux convenir au flux de travail. charnières à décoller répondre aux exigences d'accès, et charnières cachées lorsque l'aspect extérieur ou la protection contre la fraude sont importants.
Compatibilité des matériaux et des soudures
Un corps de charnière solide ne garantit pas un assemblage fiable. Le matériau de la charnière, le métal de base et le métal d'apport doivent être compatibles, sinon la soudure devient le premier point de corrosion ou de fissuration. Évitez les descriptions vagues telles que “acier inoxydable” sans indication de nuance - en cas d'exposition à des produits chimiques, côtiers ou marins, c'est la nuance exacte et la finition après soudage qui déterminent la survie du joint.
| Matériau de la porte / du cadre | Matériau recommandé pour les charnières | Note sur le masticage et le soudage |
|---|---|---|
| Acier doux | Charnière en acier doux | ER70S-6 ou équivalent couramment utilisé |
| Inox 304 | Charnière en inox 304 | Remplissage 308L couramment utilisé |
| Inox 316L | Charnière en acier inoxydable 316L / CF3M | Remplissage 316L pour exposition au chlorure ou au lavage |
| Aluminium | Charnière en aluminium soudable | 5356 ou 4043 selon l'alliage |
| Matériaux mixtes | Examen technique requis | Risque de corrosion et de fissuration des métaux dissemblables |
Les techniques MIG (GMAW), TIG (GTAW) et SMAW (SMAW) conviennent toutes en fonction de l'épaisseur et de la qualité du métal de base. Lors du soudage de charnières en acier inoxydable, la zone de soudure peut nécessiter un nettoyage et une passivation pour restaurer la résistance à la corrosion ; sur l'acier doux, un revêtement après soudage, un apprêt riche en zinc ou une galvanisation protègent le bourrelet. Lorsque la documentation sur la corrosion est importante, les données ASTM B117 sur le brouillard salin et les dossiers de lot ISO 9001 doivent être demandés avec les pièces, et non présumés.
Erreurs d'installation et inspection
La plupart des défaillances des charnières soudées sont dues à un petit nombre d'erreurs évitables lors de l'installation :
- Soudage sans contrôle de la distorsion : une longue soudure continue ajoute une distorsion thermique ; si l'axe de la charnière se déplace, l'axe se bloque. Utilisez des fixations, une séquence d'accrochage et des contrôles d'alignement avant le soudage final.
- Goupille fixe lorsqu'il est nécessaire de l'enlever : une charnière soudée à axe fixe devient un obstacle à l'entretien si la porte doit être démontée - définissez d'abord l'amovibilité.
- Alésage simple sur les portes à cycle élevé : acceptable pour un accès à faible cycle, mais les équipements à cycle élevé ont besoin d'une douille ou d'un roulement.
- Ignorer la finition après soudage : un cordon non fini dans un environnement humide devient un point de rouille et de crevasses - spécifiez le meulage, la passivation, le revêtement ou la soudure d'étanchéité là où c'est nécessaire.
- Soudage de tôles minces sans renfort : la jauge fine se déforme ou brûle ; ajoutez une plaque de support ou un tampon de renforcement.
Une charnière soudée n'a pas de boulons à resserrer, mais elle doit tout de même faire l'objet d'une inspection périodique : vérifiez le bord de la soudure pour voir s'il y a des fissures, des contre-dépouilles ou des dommages au revêtement ; vérifiez l'usure des axes et des douilles pour voir s'il y a un jeu radial, un affaissement ou un mouvement irrégulier ; et vérifiez la zone d'étanchéité des boîtiers classés IP ou lavables pour voir s'il y a des traces d'humidité. Pour les équipements sensibles à la fatigue, le contrôle par ressuage peut être ajouté à un programme de maintenance planifiée.
Liste de contrôle de l'appel d'offres pour les charnières à souder
Pour éviter les suggestions de catalogues génériques, envoyez un dossier d'appel d'offres complet. Un fournisseur qualifié doit renvoyer les données relatives aux matériaux des charnières, une charge nominale et un détail de soudure recommandé - et pas seulement un numéro de pièce et un prix.
- Porte et chargement : hauteur, largeur, épaisseur, poids total, centre de gravité, nombre de charnières, angle d'ouverture, sens de rotation.
- Matériau et environnement : matériau/épaisseur de la porte et du cadre, intérieur/extérieur/côtier/lavage/chimique/marin, revêtement ou qualité de l'acier inoxydable, plage de température, exposition aux vibrations.
- Soudage et installation : méthode de soudage, préférence pour les produits d'apport si spécifié, soudure périphérique ou soudure par points, meulage/passivation/soudure par scellement, renforcement par tôles minces.
- Exigences en matière de charnières : goupille fixe/amovible ou décollage, alésage lisse/bague/roulement, capacité de charge, objectif de durée de vie, résistance à la corrosion.
- Conformité : indiquer d'emblée toute documentation FDA, ATEX, IP, marine, RoHS ou REACH - tous les modèles n'ont pas le même rapport d'essai.
Une charnière à souder est le bon choix lorsque la connexion doit rester stable sous une charge lourde, des vibrations, la corrosion ou un service fréquent - en particulier lorsque les charnières boulonnées ont déjà montré des signes de desserrement, d'élongation du trou ou d'affaissement de la porte. Il ne s'agit pas d'une solution universelle : si la porte est souvent démontée ou si le métal de base est trop fin pour être soudé en toute sécurité, un autre style peut s'avérer préférable. Consultez les modèles disponibles dans notre gamme de charnières à souder, Vous pouvez également envoyer les dimensions de votre porte, le matériau, le poids total, l'environnement, le processus de soudage et les exigences en matière de cycle, et nous vous enverrons une copie de la carte de crédit de l'entreprise. notre équipe d'ingénieurs peut examiner le type de charnière, la plage de charge, la compatibilité des matériaux et les détails de la soudure pour votre application.