-
+86 13720060320
-
lanna@haitangs.com
溶接ヒンジ選択ガイド:荷重、溶接、故障
重工業設備のアクセスドアが一度に故障することはほとんどありません。ラッチ側のたるみ、均等に圧縮されなくなったガスケット、毎月大きな力を必要とするハンドルなどから始まります。ほとんどの場合、ヒンジ本体に問題があるのではなく、ヒンジとドア、そしてフレームとの接合部に問題があるのです。このガイドでは、荷重や振動でボルト接合部が破損する理由、溶接式ヒンジの正しいサイズと溶接方法、見積もりを依頼する前にサプライヤーに送るべき内容に焦点を当てます。.
重いドアや振動の多いドアでボルトヒンジが故障する理由
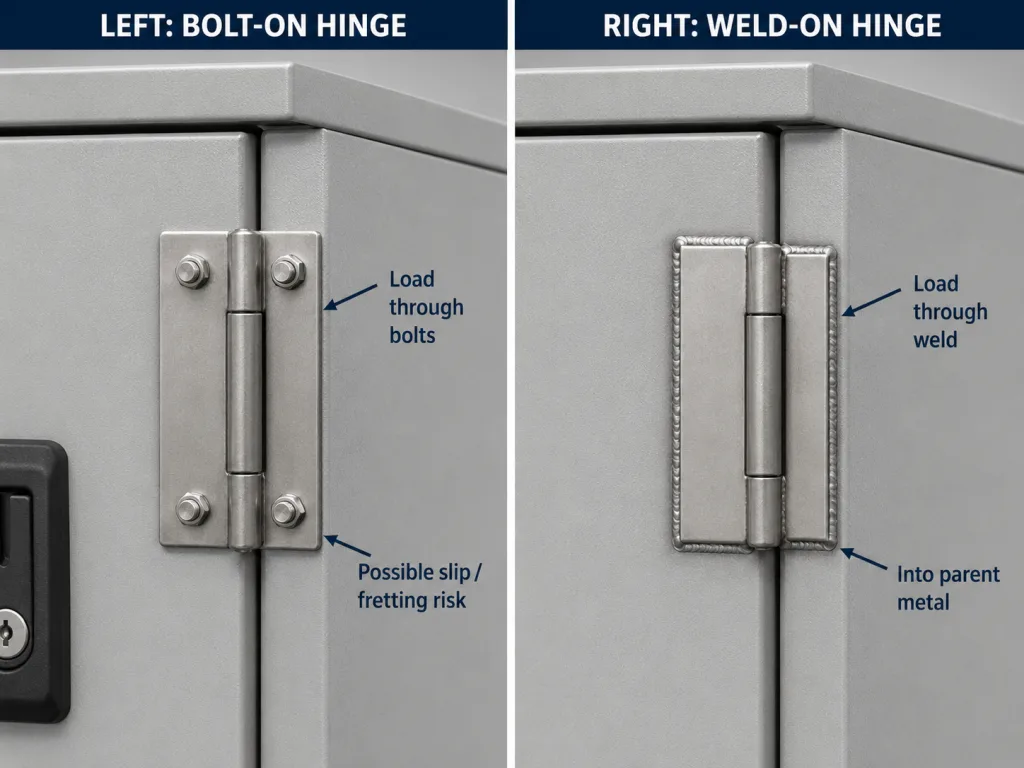
ボルトヒンジは、クランプ力によって固定されています。振動、衝撃、熱サイクル、頻繁なアクセスにさらされる重いドアでは、このクランプ力が低下し、ひとたび接合部が動き出すと損傷は加速します。溶接ヒンジは、溶接部を通して母材に荷重を伝達することで、ボルト接合部を主要な荷重経路から外します。.
- ボルト予圧の喪失: 繰り返される動きと振動は、関節がずれるまでクランプ力を減少させる。.
- フレッティング腐食: ヒンジリーフと取り付け面の間の微小運動は、接触部分を摩耗させ、酸化させる。.
- 穴の伸び: ボルト穴は、せん断やこじりの繰り返し荷重で楕円形になり、ドアが落下する。.
- ドアのたるみとガスケットの不具合: ヒンジラインがずれると、シールは均等に圧縮されなくなり、環境保護は失われる。.
- ファスナーの腐食または焼き付き: 湿気や異種金属がねじ山を傷め、締め直しはせいぜい一時的な処置にしかならない。.
共通する要因はドアの重量だけでなく、荷重、動き、環境、そして繰り返される現場修理のコストの組み合わせである。現場での交換や調整は、永久的なジョイントよりも重要である、, ボルトオン・ヘビーデューティー・ヒンジ 溶接ヒンジは、上記のような、接合部が絶対に緩んではならない場合に使用する。.
溶接ヒンジのサイズ決定:荷重と重心
ピンの直径だけで選んだヒンジも、荷重の方向とモーメントを間違えれば故障する可能性があります。サイジングはカタログの外観ではなく、実際のドアシステムから始めます。選ぶ前に、これらのパラメータを定義してください:
| パラメータ | 何を判断すべきか | なぜそれが重要なのか |
|---|---|---|
| ドア総重量 | 断熱材、ガスケット、ハンドル、アクセサリーを含む設置質量 | ヒンジごとのラジアル荷重を決定 |
| ドアサイズとオフセット | 幅、高さ、厚さ、ヒンジ軸からのオフセット | 曲げモーメントとヒンジ量に影響 |
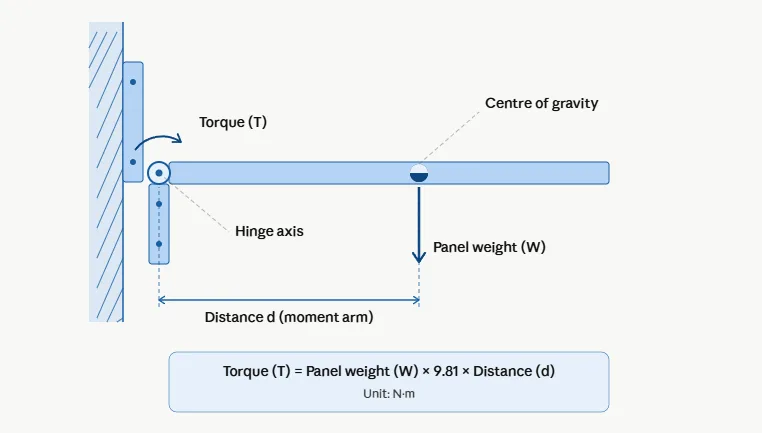
| 重心 | ヒンジ軸から荷重中心までの距離 | 各ヒンジに要求されるモーメントを決定する |
| 動作周波数 | 1日当たりのサイクル数と目標耐用年数 | プレーンボアかブッシングかベアリングかを決める |
| 環境 | 水分、塩化物、化学物質、ほこり、紫外線、温度 | ドライブの素材グレードと仕上げ |
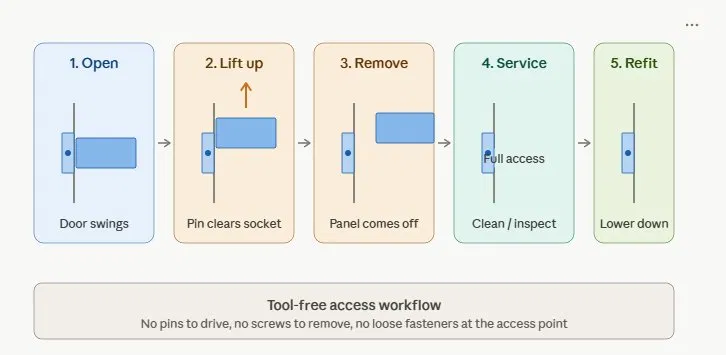
重心がオフセットされた幅の広いドアは、ヒンジラインに非対称な応力をかけるため、計算荷重に1.5倍の安全係数をかけるのが一般的なエンジニアリングです。定期的にドアを取り外す必要がある場合は、取り外し可能なピンやリフトオフ構造の方が作業フローに適しているかもしれません。 リフトオフ・ヒンジ アクセス要件に適合し 隠し蝶番 外観やいたずら防止が重要な場合。.
材料と溶接の適合性
ヒンジ本体が頑丈であっても、組み立ての信頼性は保証されません。ヒンジ材、母材、溶加材が適合していなければ、溶接部が腐食やひび割れの最初の原因となります。洗浄、化学薬品、沿岸、海洋にさらされる場合、正確な等級と溶接後の仕上げが、接合部が生き残れるかどうかを決定します。.
| ドア/フレーム材質 | 推奨ヒンジ素材 | フィラー/溶接注 |
|---|---|---|
| 軟鋼 | マイルド・スチール・ヒンジ | ER70S-6または同等品が一般的 |
| 304ステンレス | 304ステンレス製ヒンジ | 一般的に使用される308Lフィラー |
| 316Lステンレス | 316L/CF3Mステンレスヒンジ | 316Lフィラー、塩化物や洗浄に耐える |
| アルミニウム | 溶接可能なアルミニウム製ヒンジ | 合金により5356または4043フィラー |
| 混合素材 | エンジニアリング・レビューが必要 | 異種金属腐食と亀裂のリスク |
母材の厚さおよび鋼種によっては、MIG(GMAW)、 TIG(GTAW)、スティック(SMAW)溶接が適し ている。ステンレ ス・ヒンジを溶接する場合は、耐食性を回復す るために溶接部の洗浄と不動態化が必要な場 合がある。軟鋼の場合は、溶接後のコーティング、 亜鉛リッチ・プライマー、または亜鉛メッキが ビードを保護する。腐食に関する文書が重要な場合は、ASTM B117の塩水噴霧データとISO 9001のバッチ記録を部品と一緒に要求する必要があります。.
設置の間違いと点検
ウェルド・オンヒンジの不具合の多くは、取り付け時の回避可能ないくつかのミスに起因する:
- 歪み制御なしの溶接: ヒンジ軸がずれるとピンがバインドする。最終溶接の前に、固定具、タック・シーケンス、アライ メント・チェックを行うこと。.
- 取り外しが必要な場合はピンを固定する: 溶接された固定ピンヒンジは、ドアを外さなければならない場合、メンテナンスの障害となります。.
- ハイサイクル・ドアのプレーンボア: 低サイクルのアクセスには問題ないが、高サイクルの機器にはブッシングまたはベアリングが必要である。.
- 溶接後の仕上げは無視: 湿った環境にある未完成のビードは、錆や隙間ポイントになる - 必要に応じて研磨、不動態化処理、コーティング、またはシール溶接を指定する。.
- 補強なしの薄板への溶接: 薄いゲージが歪んだり、焼けたりする場合は、バッキングプレートまたは補強パッドを追加する。.
溶接ヒンジには締め直すボルトがありませんが、それでも定期的な検査が必要です。溶接のつま先に亀裂、アンダーカット、コーティングの損傷がないか、ピンとブッシュの摩耗にラジアル方向の遊び、たるみ、粗い動きがないか、IP定格またはウォッシュダウン・エンクロージャーのシール部分に湿気の通り道がないかなどをチェックします。疲労が重要な機器については、染料浸透探傷検査を計画的メンテナンスプログラムに追加することができます。.
溶接ヒンジRFQチェックリスト
一般的なカタログ提案を避けるため、完全なRFQパッケージをお送りください。適格なサプライヤーは、部品番号と価格だけでなく、ヒンジの材料データ、定格荷重、推奨溶接ディテールを返送する必要があります。.
- ドア&ロード 高さ、幅、厚さ、総重量、重心、ヒンジの数、開き角度、スイング方向。.
- 素材と環境: ドアとフレームの材質/厚さ、屋内/屋外/沿岸/ウォッシュダウン/化学/海洋、コーティングまたはステンレス・グレード、温度範囲、振動暴露。.
- 溶接と取り付け: 溶接方法、指定されている場合のフィラーの好み、全周溶接とステッチ溶接の比較、研磨/不動態化/シール溶接、薄板補強。.
- ヒンジの要件: 固定/取り外し可能ピンまたはリフトオフ、プレーンボア/ブッシング/ベアリング、定格荷重、サイクル寿命目標、耐食性。.
- コンプライアンス: FDA、ATEX、IP定格、船舶用、RoHS、REACHに関する文書があれば、前もってお知らせください。.
溶接ヒンジは、高荷重、振動、腐食、頻繁な使用、特にボルトヒンジの緩み、穴の伸び、ドアのたるみなど、接続部の安定性が要求される場合に適しています。万能ではありません。ドアを頻繁に取り外す場合や、ベースメタルが薄すぎて安全に溶接できない場合は、別のスタイルの方が良いかもしれません。私たちの 溶接ヒンジ, または、ドアの寸法、材質、総重量、使用環境、溶接工程、サイクル条件をお送りください。 エンジニアリングチーム ヒンジのタイプ、荷重範囲、材質の適合性、溶接の詳細をご確認いただけます。.